
Maximizing Resource Recovery: Lanran Tech’s Innovative Approach to Industrial Wastewater Management
Lanran Tech specializes in the efficient recovery and management of sodium sulfate and sodium chloride from industrial park wastewater. Our ED and BPED technology is designed to transform waste into high-value resources, promoting both sustainability and operational efficiency across various industries.
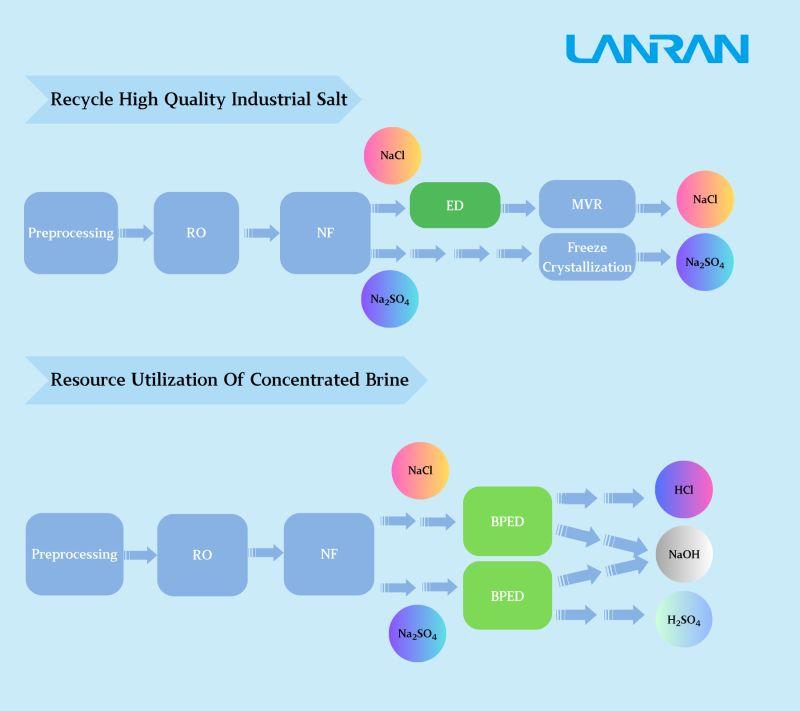
Our system combines pretreatment, reverse osmosis (RO) concentration, nanofiltration (NF) for salt separation, electrodialysis (ED), and freeze crystallization/mechanical vapor recompression (MVR). This comprehensive approach ensures the high-quality recovery of sodium chloride and sodium sulfate, whether as concentrates or crystals, meeting stringent industrial standards.
Using nanofiltration, we can efficiently separate sodium chloride and sodium sulfate from reverse osmosis brine. The resulting permeate and concentrate are further processed: electrodialysis allows for low-cost concentration to higher levels while separating organic compounds from inorganic salts, achieving both concentration and purification. Alternatively, bipolar membrane electrodialysis is employed to produce valuable acids and bases. This ensures thorough and effective resource recovery.
Our system solutions are transforming industrial wastewater management by efficiently separating, purifying, and recovering valuable resources. Our approach ensures thorough resource utilization, effectively addressing environmental pollution and offering economic benefits to enterprises. This innovation fosters sustainable growth across diverse industries.
Explore our tailored solutions for desalination, concentration, purification, and acid-base production.


